

'%3e%3cpath%20id='Vector'%20d='M0.775%206.60234L3.375%204.00234L0.775%201.40234'%20stroke='%23F2F2F2'%20stroke-linecap='round'%20stroke-linejoin='round'/%3e%3c/g%3e%3cdefs%3e%3cclipPath%20id='clip0_13602_6886'%3e%3crect%20width='4'%20height='6.4'%20fill='white'%20transform='matrix(-1%200%200%201%204.07812%200.800781)'/%3e%3c/clipPath%3e%3c/defs%3e%3c/svg%3e)
 10,528
10,528As regards the twin screw extruder, it now represents an essential extrusion technique capable of both continuous operation for thermoplastic and polymer blends with high power for mixing and precision control within the process. In this article, we present the basics and a comparison between the single- and twin-screw extruders designs along with main applications. The twin screw extruder itself has modularity, the option of adjusting the screw configuration, and suitability for being tailored to strictly controlled process requirements using substantially variable barrel zone temperature manipulation. Screw speed, torque input requirements, feeding, vent control, etc. provide optimum feed flexibility for small-scale R&D applications; in the same way, they apply for industrial processing as per the increasing nut-and-bolts extrusion line conditions defining proprietary optimization for specific process conditions. For more in-depth information you should view from Twin Screw Extruder - UDTECH
Introduction to Extrusion
A machine that simply transports, slowly melts & mixes material to shape it with the help of screw extrusion is said as an extruder. With coordinated Ancillary heating and cooling and screw & barrel geometry carefully designed to suit the process, the extruder mainly extrudes polymer, thermoplastic, PVC, or filled compound into a controlled form for a continuous product range of profiles, strands, or granules. It is through feeders that raw materials are fed, then the sections (i.e., zones) of barrel managing the temperature and shear-aided ably to accomplish the desired degradation and quality. The solution is still dependent not only upon the type of material to be extruded but also on the geometrics of the screw components involved in delivery, mixing, and pressure rise. The modern modular extruder allows by far most engineers to customize modules for such diverse applications. View Twin Screw Extruder - UDTECH for More Details
What Are Extruders?
An extruder is a continuous processing system using a rotating screw within a barrel to convey, melt, and shape materials. The design of the screws or their interface with the barrel allows for the generation of shear and pressure further assisted by heating and cooling apparatuses to moderate the temperature of the resulting melt. The extruders can be operated through a feeder, possibly with a vent where volatiles accumulate, to maximize the throughput and quality of the polymer or thermoplastic formulations. Conveying can occur in a delicate way or under intense conditions exploiting the proper combination of module screw elements. As a result, profile extrusion, film blow-molding, pipe extrusion, and pellet compounding have all become realistic uses in which extrusion plants ensure process control and withstand abrasive fillers and sensitive pvc blends.
Why Extruders Used in Manufacturing?
Extruders, considered as the foundation for processing, can be attributed to the following three core strengths: continuous processing, high throughput, and consistent product quality, not to mention countless production capacities such as building, adhesion, sticking, blowing, coating, drawing, pipe production, et cetera. These machines are turning raw polymer and filler blends into usable shapes (finished goods) or pellet feedstock products, which can be fed into downstream forming. By using module and manually adjustable barrel zones, processors can control heating and cooling, screw configuration, and screw speed to meet exact specifications. One line carries it all, without wet components, mixing, venting, devolatilization, and other costly add-ins cannot be separated. Also, a definite process run is assured, keeping variability to lead low r&d cost. This includes scalability and process control for optimization, up and down issues and material production of pvc, any thermoplastic, or other challenging materials.
Single Screw Extruders vs Twin Screw Extruders: Which is More Suitable?
Single and twin screw extrusion differ in terms of mixing, flexibility, and process stability. Single screw extruder screws are also known for their conveyance and melting capability that makes the material homogeneous while promoting simplicity and being cost-effective. Twin screw extruder has two screws that intermesh and either co-rotate or counter-rotate, providing excellent mixing, controlled shear, and better devolatilisation in sections with a vent. Twin-screw extruders, with their modular screw elements and conical or parallel designs permit customisation in screw and torque capacity for handling complex compounds. While a single screw is good for processing simple polymers, a twin-screw extruder is a specialist in the compounding and filling of fillers and additives, as the capacity for improved process-ready consistency of throughput requirements.

Twin Screw Extruder Explained
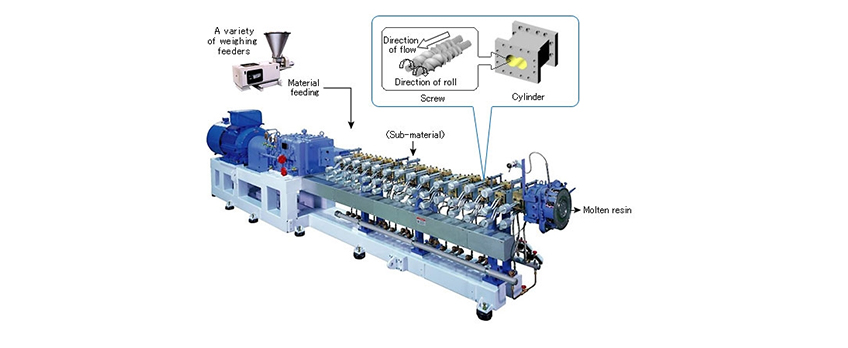
A twin-screw extruder consists of two intermeshing screws that specialize in conveying, melting, mixing, and pressurizing materials in extrusion processes. They can rotate in a co-rotating or counter-rotating motion, and shearing is forced in the processing of viscous materials and solids, allowing for controlled shear mixing. Processors can achieve varying shears with the same screw geometry. Additionally, the equipment provides a modular design, with interchangeable screw elements for customized configurations. These include a feed section for solid or liquid input, devolatilization through a vent, and melt stabilization for extrusion of strands, profiles, or granules. Processing stability is also improved through a precise balance of heating and cooling in the barrel’s individually zoned sections, which results in high uniform output and quality with minimal disruptions in continuous operations of polymer compounds.
A twin screw extruder is defined by having two screws that rotate intermeshing inside a common barrel. The extruder conveys and processes plastics, polymers and PVC under varying temperatures and shear. The process is optimized using a specific arrangement of modular screw elements, which include conveying flights, kneading blocks, and mixing sections. This arrangement is intended to adjust residence time, increase pressure, and enhance the mixing rate. While a feeder introduces solids or liquids, a vent auger removes entrained solids and liquid to maintain the desired consistency of the extrudate. The temperatures of the melt are controlled by varying the lengths of the barrel sections to suit the melt viscosity, while the screw design influences the degree of agglomeration around the fillers or the degree of protection of the softer additives. The extrusion process is stabilized by adjusting torque and screw speed to achieve the desired throughput and quality of the extrudate.
Competitive Edge of Twin-Screw Extrusion Machines:
Compared to single-screw extruders, twin-screw extruders provide a great deal of flexibility and allow for better control of the process, especially for more complicated compounds. This is because of the design of the extruders, which achieve better mixing and shearing through a higher degree of intermeshing which results in better dispersion of fillers, particles, and additives without damaging the more fragile components. This modular design helps the engineers deal better with screw configurations and reconfigurations for different formulations and applications, which can range for the more sensitive materials to even high-energy mixing. Between the co-rotating and counter-rotating screw elements, the former is a better option in terms of productivity and throughput of the compounding, while the latter, and especially in the case of the conical design, is better in terms of pressure generation and restrictive dimension stability. Good vent design, combined with precise heating and cooling, as well as screw speed and torque, make the process of homogeneous melt optimization more efficient. These machines provide excellent product quality, great flexibility, short time for changeovers, and a high degree of scalability from the research and development (R&D) to the full production stage.
In plastic processing, developing polymer blends with fillers, compounding, making masterbatches, and processing PVC, engineering thermoplastics, and bio-materials, twin-screw extruders have become essential. For abrasive mineral or reinforcing fiber compounds (e.g. color and additive masterbatch) and reactive extrusion, manufacturers prefer counter-rotating twin-screw extruders. This is mainly due to the significant material advancements in shear control and mixing. Conical or counter-rotating systems are also used to produce Rigid PVC pipes and profiles due to their improved melt and formability along with stable pressure and high melt viscosity.
|
Twin Screw Type |
Typical Applications |
|
Co-rotating |
Color and additive masterbatch, reactive extrusion, reinforcement with abrasive minerals or fibers |
|
Counter-rotating / Conical |
Rigid PVC profiles and pipe, where stable pressure and formability are required |
Twin screw extrusion also supports devolatilization of residual monomers via vent ports, direct extrusion of strands for pellet production, and inline blending with multiple feeder streams. Compared with single screw lines, these systems offer higher flexibility to customize configuration, optimize throughput, and meet tight product quality specifications across various applications.
Types of Twin Screw Extruders
Based on the singular characteristics of each twin screw extruder, specific extruder designs can accommodate formulation complexity, throughput, and process parameters. The main two categories include parallel twin screw extruder and the conical twin screw extruder. The screw design, the geometry of the screw and barrel, and the intermeshing characteristics define the categories. Within each category, machines can be classified as either co-rotating or counter-rotating, which provides the flexibility to optimize for shear or pressure and to enhance mixing. Modular design provides the flexibility for engineers to embed various screw elements, including conveying flights, kneading blocks, and mixing sections, to reach a desired product quality. The extrusion process can be customized based on the complexity of the formulation to incorporate feeders, venting, and zoned heating and cooling to enhance control. The right configuration can optimize torque, screw speed, and continuous processing, whether the goal is to gently convey PVC or to aggressively compound abrasive fillers for pelleting production.
Parallel Twin-Screw Extruders
Polymer compounding, masterbatch, and thermoplastic blends with abrasive fillers benefit from the high degree of dispersive and distributive mixing offered by these configurations. Features high shear, adjustable residence time and pressure, and vented ports for devolatilization. Screw speed and high torque adjust to optimize really flow rate without sacrificing quality. Excellent mixing and process stability makes this extruder the premier choice for a broad range of applications. Targeted heating and cooling allow the extrusion of various profiles and strands for pelletizing while maintaining a uniform melt temperature. This extruder easily integrates with various liquid and solid feeders, making it ideal for flexible R&D and production scales.
Conical Twin-Screw Extruder
The adjustable pressure system is amongst the most notable attributes of the conical twin screw extruder. The screws taper in diameter towards the discharge end. Because of this, there is greater pressure built up along the extruder. This pressure is adjustable by altering the screw speeds. These systems also work well in the processing of PVC and other thermoplastics as the don’t build up too much shear. Conical designs also enhance the feeding and the melting of the polymers, and work well in situations that require the extruder to skip over some of the particulate build up, work towards improving the quality of the end product. Because of this, the designs can also work well towards the modular screw elements. These can be strategically placed along the barrel to best balance the torque to the screw speed and provide optimal cooling and heating control to provide the best quality end product. Because of the many cooling and heating control, the extruders can also provide cooling and heating to the screw. Conical designs are also energy efficient and provide a consistent output.
Evaluating Various Types of Twin Screw Extruders
The design of an extruder is either single screw or twin screw. However, within the twin screw extruder there are design variations such as parallel and conical. The diverging functionality is pronounced. For example, the parallel design (co-rotating) is optimized for mixing, possesses high throughput and flexibility to shear and residence time for sophisticated polymer blends with abrasive fillers. The conical design (counter-rotating) focuses more on pressure control, dimensional accuracy and the processing of PVC and other lower energy thermoplastic assemblies.
|
Style |
Key Focus |
Typical Operation |
Best Suited For |
|
Parallel (often co-rotating) |
Excellent mixing, high throughput, modular configuration |
Customizable shear and residence time |
Complex polymer compounds and abrasive filler; frequent recipe changes; aggressive compounding |
|
Conical (commonly counter-rotating) |
Pressure generation, dimensional control, lower energy input |
Controlled processing for sensitive materials |
PVC and other sensitive thermoplastics; stable profile extrusion |
Both rely on feeders, vents, and heating and cooling zones along the barrel to optimize process control. Selection hinges on formulation goals, torque demand, screw speed range, and the need to extrude pellets or finished profiles efficiently.
Difference Between Single and Twin Screw Extruders
The difference between single and twin screw extruder technologies centers on mixing intensity, process control, and flexibility to meet diverse process requirements. Single screw extruders feature screws that primarily convey and melt homogeneous polymer or thermoplastic with simplicity and lower cost, while a twin screw extruder employs two intermeshing screws to deliver excellent mixing, precise shear management, and robust devolatilization via a vent. In twin screw extrusion, co-rotating or counter-rotating motion, paired with modular screw elements and adaptable screw configuration, enables engineers to customize residence time, torque utilization, and screw speed. The twin-screw architecture supports complex formulation adjustments, feeding from multiple feeder ports, and stable heating and cooling across zones along the barrel to optimize throughput and product quality for various applications.
Design Differences
From a design perspective, single-screw systems use a straightforward screw and barrel to convey melt with limited mixing, while twin-screw extruders use two intermeshing shafts (co-rotating or counter-rotating) to control shear and pressure. Twin-screw machines feature a modular layout that enables quick reconfiguration of elements—conveying flights, kneading blocks, and mixing disks—so users can adapt the screw setup to formulation changes. Conical designs build pressure at lower screw speeds, whereas parallel systems support high throughput and strong mixing. Additional feeder and vent ports expand compounding options, enabling efficient extrusion of pellets or profiles. In contrast, single-screw systems typically require full screw replacement to change geometry and offer less precise process tuning.
|
Aspect |
Single-Screw Extruder |
Twin-Screw Extruder |
|
Design & Mixing |
Straightforward screw and barrel; limited mixing sections |
Two intermeshing shafts (co- or counter-rotating) to manage shear and pressure |
|
Configurability |
Geometry changes often require full screw replacement |
Modular elements (conveying flights, kneading blocks, mixing disks) allow rapid reconfiguration |
|
System Variants |
— |
Conical: better pressure at lower speeds; Parallel: high throughput and excellent mixing |
|
Feeding/Venting |
— |
Additional feeder and vent ports expand compounding; supports pellets or profiles |
|
Process Tuning |
Less granularity |
High flexibility in configuration and tuning |
Performance and Efficiency
Compounding tasks present significant challenges for both single and twin-screw extruder systems, exemplifying how performance can significantly differ between the two systems. In contrast, twin-screw machines offer both positive distributive and dispersive mixing, allowing fillers and additives to be uniformly dispersed without overshearing sensitive plastics, or PVC. Together with their ability to positively manage and optimize barrel temperature, as well as screw rotational speed; modular zones longitudinally positioned along the barrel, they facilitate continued operation with the same product quality. Vented barrel sections aid in the removal of volatiles, increasing the melt stability and throughput. In scenarios where single-screw extruders process linear melts, twin-screw extruders can process complex formulations, lowering specific energy requirements to achieve intended product attributes as a result of optimized screw design. The ability to manage and vary the shear profiles, coupled with a particular feeding strategy, allows the system to operate at a higher level of efficiency. This, in turn, reduces the need for rework and accelerates movement from research and development to production scale-up.
Applications and Suitability
Single screw extruders have certain screws that are specialized for consistent steady state melting, and single screw extruders are often suitable for the processing of single polymer streams of low viscosity, and the extrusion of films and pipes with little or no compounding. A twin screw extruder is better for reactive extrusion, making masterbatches, and compounding of abrasive minerals or fibrous materials where good mixing and process control are needed. For high rate compounding and the production of pellets, co-rotating parallel screws are best, while for extrusion of pvc profiles that require low shear and consistent pressure, counter-rotating screws or conical screws are best. The modular design allows for the addition of multiple feeders and the ability to have sequential vents, making twin screw extruders the best choice for multi step formulations. The degrees of freedom provided by the extruders with the different screw elements and the varying zones that can be customized within the barrel, allows for extrusion processors to meet specifications that are very tight and to get the best possible quality of the product.
Conclusion
Ultimately, choosing between single screw and twin screw extruder platforms is determined by the intricacy of the extrusion procedure, the throughput, and the quality of the final product. Single-screw extruders can be economically efficient and reliable for homogeneous melts, while twin-screw extruders are better for more complicated compounding. Twin-screw extruders are more economically flexible. Some of the advantages of twin-screw extruders are the ability to control the intermeshing action, modular design, and screw configuration to achieve the optimum for tailored shear, residence time, and effective devolatilization through the vent ports. Twin-screw extruders also can handle more abrasive fillers. With sufficient screw design, torque, cooling, and heating control, processors will be able to optimize the extrusion performance from the research and development trials to the full-scale production. This will result in product design, quality, and control, increased extrusion efficiency, and the ability to extrude both pellets and finished profiles for a wide variety of applications.
Technological Advances in Extruders
Future advancements will be geared towards smarter process control, energy efficiency, and adaptive single and twin screw configurability. The next generation of extruders will include modular, sensor-packed screws and barrels that will be able to adjust to, and record, real-time shear and melt temperatures. The modular screw and barrel system will also be able to predict and adapt to pre-set mixing parameters. There may be a hybrid of co-rotating and counter-rotating that balances mixing and pressure as well as energy efficient innovations in conical screws that improve end pressure. Integrated feeders will be more sophisticated and adjust based on the profile of the material and in real time will be used to control flow. Digital twins will improve R&D cycles while maintaining continuous processing and will be used to ensure product quality and traceability to meet requirements of advanced thermoplastic and polymer applications.
Final Thoughts on Twin Screw Extruders
The flexibility, precision, and scalability of modern extrusion offered by twin screw extruders are hard to beat. Their intermeshing screws and configurable screw elements paired with advanced heating and cooling across barrel zones allow processors to customize shear, efficient convey, and have confidence in extrusion of complex compounds. Whether deploying co-rotating for excellent mixing and high throughput, or choosing counter-rotating and conical geometries for stable pressure and pvc processing, diverse process needs are supported. With modular design, optimized screw configuration, and robust vent and feeder integration, manufacturers improve product quality and make changeovers and the transition from r&d to production seamless. For operations with changing formulations, twin screw extrusion is a smart long-term investment.














